

Thales Velho Barreto
Diretor Técnico da Velho Barreto Consultoria e Projetos
OpAA81
Ainda existem espaços para melhorias significativas em nossas operações
A indústria bioenergética tem alcançado notáveis avanços em relação à consciência ambiental, segurança dos colaboradores e, particularmente, na área de instrumentação e automação. Na indústria, há a interligação dos diversos setores através de informações online que garante regularidade no processo inimaginável 10 anos atrás.
No século passado, o extinto IAA – Instituto do Açúcar e do Álcool – admitia perdas por evaporação de 5%, e a evolução se limitou à instalação das válvulas de alívio de pressão e vácuo (VAPV). Essa imobilidade tecnológica, ainda presente em quase todas as unidades industriais, tem como principais consequências:
1. Não saber exatamente quanto se perde de etanol por evaporação: algumas usinas “medem” a produção pelo estoque, outras, periodicamente, ajustam os estoques fiscal e contábil e as medições, em geral, são feitas pela velha e obsoleta trena;
2. O produto perde as suas características pela estocagem ao longo do tempo;
3. As emanações dos vapores alcoólicos nocivas ao meio ambiente proporcionam riscos iminentes de incêndio;
4. Os tanques sofrem corrosão interna.
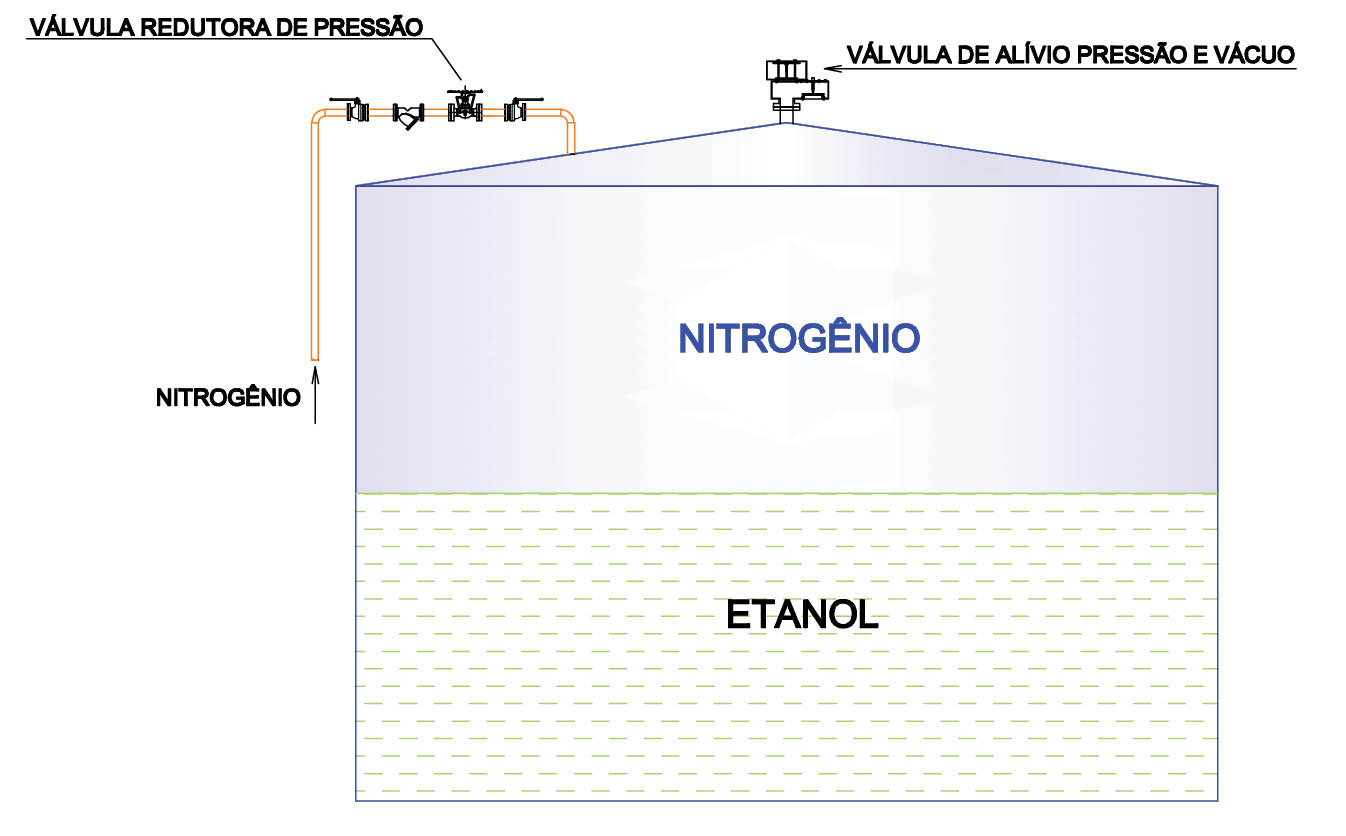 A inertização dos tanques de estocagem, proposta por nós e novidade no setor bioenergético, é um processo consagrado em diversas áreas da indústria, tais como: petroquímica, óleos e gorduras vegetais, solventes, refrigerantes etc. A figura em destaque mostra o esquema simplificado de um tanque com inertização.
A inertização dos tanques de estocagem, proposta por nós e novidade no setor bioenergético, é um processo consagrado em diversas áreas da indústria, tais como: petroquímica, óleos e gorduras vegetais, solventes, refrigerantes etc. A figura em destaque mostra o esquema simplificado de um tanque com inertização.
O processo consiste em manter um gás inerte, nitrogênio, sobre a superfície do etanol estocado. O gás é obtido através do processo PSA (Pressure Swing Adsorption) em que um leito de adsorvente separa o nitrogênio do oxigênio: o sistema é composto de dois vasos, e, enquanto um opera, o outro é regenerado, tal qual as conhecidas peneiras moleculares para obtenção de etanol anidro. A injeção e o alívio do nitrogênio no tanque são feitos automaticamente pelo controle das pressões.
No setor bioenergético, podemos enumerar a atuação da inertização como solução para diversos problemas:
Qualidade do produto final - queda de pH e aumento da acidez:
O fenômeno tem ocorrido na estocagem do etanol por longos períodos e se deve à oxidação do acetaldeído em ácido acético. Como a oxidação se dá pela presença do oxigênio, a inertização evita a reação. Atualmente, a “solução” tem sido a passagem do etanol em resina aniônica, cuja locação tem alto custo mensal, e a oxidação ocorre novamente se o produto, após a passagem pela resina, for estocado por longo período.
Evaporação:
A evaporação representa a respiração do tanque e depende de vários fatores:
1. movimentação (alimentação e carregamento),
2. variação da temperatura ambiente,
3. recirculação do produto,
4. ação dos ventos,
5. tipo e manutenção da válvula de alívio de pressão e vácuo,
6. vazamentos de acessórios: válvulas, bocas de visita e escotilha, e
7. projeto do tanque.
Quando o tanque está sendo esvaziado ou a temperatura ambiente baixa, entra uma massa de ar no tanque através da VAPV. E quando a temperatura ambiente sobe ou o tanque está sendo alimentado, essa massa de ar sai saturada de etanol através da VAPV. A regulagem da válvula de alívio de pressão e vácuo que minimiza essa perda é feita em função da pressão máxima de projeto suportada pelo tanque. Aproveitamos para sugerir, em tanques a serem construídos, estudo de viabilidade para instalação de tanques de teto do tipo domo autoportante que permitem pressões maiores.
A quantificação da evaporação implica na medição da produção através de instrumentos confiáveis e do estoque através de medidores de nível do tipo radar que operam pela emissão de ondas eletromagnéticas. Sugerimos instrumentos homologados para transferência de custódia, o que garante a precisão necessária. Podemos estimar que dificilmente as perdas por evaporação sejam menores do que 0,8% a 1,0% de toda a produção a depender dos fatores citados, e, pasmem, há unidades com perdas da ordem de
1 a 1,8 milhão de litros por safra.
Na inertização, como não há a respiração do tanque pressurizado, a abertura da válvula de alívio de pressão e vácuo liberará predominantemente o nitrogênio com diminuição significativa da evaporação. Essa baixa evaporação pode permitir o aumento da produção pela graduação mais baixa do produto final a ser estocado por longo período.
Incêndio:
A ausência de oxigênio quebra o triângulo do fogo e evita qualquer possibilidade de incêndio seja por queda de raio, aterramento inadequado, vazamentos ou qualquer outro motivo. Todos os itens citados como potenciais aumentos da evaporação contribuem igualmente para riscos de incêndio, lembrando que as escotilhas normalmente abertas para medição dos tanques não possuem corta-chamas, acessório existente nas VAPV. Outra vantagem é a redução do valor de renovação do seguro pela total impossibilidade de incêndio.
Corrosão interna nas chapas:
A inertização impede a entrada do ar úmido responsável pela corrosão e queda da graduação quando o tanque está com o volume baixo na entressafra.
Conclusão:
Já estamos atrasados em levar os avanços tecnológicos para o setor de estocagem. Afinal, trata-se do produto final que evapora, emite vapores nocivos e que proporcionam riscos de incêndio. A depender das variáveis citadas, o investimento com a inertização retorna em menos de uma safra. O faturamento da empresa, a segurança dos colaboradores e o meio ambiente agradecem.