

Henrique Berbert de Amorim Neto
Presidente da Fermentec
Op-AA-061
O que é moderno hoje?
Coautores:
Fernando Henrique C. Giometti, Claudemir D. Bernardino, Bruno Sattolo, João Vicente Gaya, Paulo Roberto C. Vilella, Guilherme M. Ferreira, Antonio Rogério P. César, Silene C. de Lima Paulillo, Mário Lúcio Lopes, Crisla S. Souza, Juliana Servidoni e Marcel S. Lorenzi
Fernando Henrique C. Giometti, Claudemir D. Bernardino, Bruno Sattolo, João Vicente Gaya, Paulo Roberto C. Vilella, Guilherme M. Ferreira, Antonio Rogério P. César, Silene C. de Lima Paulillo, Mário Lúcio Lopes, Crisla S. Souza, Juliana Servidoni e Marcel S. Lorenzi
Inteligência artificial: A indústria sucroenergética, assim como todo o mundo corporativo, não está alheia a essas transformações. Apesar do bom nível de automação, as usinas carecem de aplicações tecnológicas da Indústria 4.0 (computação em nuvem, Big Data, sistemas integrados e simulações). Uma pesquisa realizada com trinta usinas revelou que 46% delas não têm sequer integração entre as redes de automação e as de tecnologia da informação, TI.
A falta de integração entre o chão de fábrica e a gestão corporativa aumenta o trabalho manual de engenheiros e atrasa a análise de dados, culminando no problema da gestão reativa e perdas financeiras. A análise de dados do setor sucroenergético não é um assunto novo, mas os recursos disponíveis atualmente, a velocidade no processamento, as formas de armazenamento e os sistemas cognitivos de inteligência artificial aumentaram a capacidade de evitar erros de forma gigantesca.
Um problema industrial, que antes um especialista levava mais de seis horas para resolver, um sistema baseado em inteligência artificial pode solucionar em 0,14 segundos. A inteligência artificial na usina não se limita apenas a monitorar processos em tempo real e a identificar desvios, mas também permite a colaboração entre a gestão, a operação da usina, a agrícola, as consultorias e os demais atores envolvidos.
Um conjunto de regras, equações e algoritmos elaborados por um banco de dados auditado permite:
• Monitorar processos em tempo real; • Identificar as variáveis que mais afetam performance;
• Obter o melhor arranjo de condução do processo; • Prever resultados.
Automação industrial: Na década de 1980, houve uma expansão dos processos automatizados nas usinas. Nas destilarias anexas, essas tecnologias da época davam conta do recado. Já nas autônomas, a oscilação constante do processo, em razão da disponibilização de matéria-prima, prejudicava a automação básica existente, causando, assim, uma redução significativa da eficiência do processo fermentativo. A solução foi migrar os sistemas básicos de automação para uma estrutura mais elaborada, baseada em teorias de controle ótimo.
Migrar sistemas de controle básico para controle ótimo é uma tarefa árdua, que depende de sistemas de informação e de processos de fabricação bem fundamentados. As teorias de controle clássico utilizadas regularmente nos processos, mesmo quando bem ajustadas, apresentam problemas de adaptação à transitoriedade do regime, quando alterado o set point ou quando uma oscilação é imposta ao processo.
Os fenômenos fermentativos são multivariáveis, as teorias clássicas não. Aliado a isso, um operador humano com treinamento suficiente consegue ajustar o processo melhor que um controle clássico. Assim sendo, um novo enfoque na teoria de processos complexos industriais baseado em inteligência artificial, através da simulação do comportamento humano no controle de processo, surge como uma alternativa de controle e modelagem de processos.
Processos fermentativos de alta performance necessitam de uma especial atenção quanto à condução da alimentação de mosto, devido a vários fatores limitantes, como a variação da vazão e as perdas de carga na linha (tubulação, conexões, curvas, válvulas e instrumentos), diferenciando a vazão de mosto em cada um dos fermentadores sendo alimentados, ou, no caso, de fermentações contínuas, a sua taxa de conversão.
Tais variações no processo afetam de maneira considerável o rendimento fermentativo (formação de glicerol e biomassa), já que, no processo em batelada alimentada, o levedo tratado é alocado antes do início da alimentação, impedindo ajustes durante o processo em caso de variações na vazão.
Utilizando os conceitos referidos anteriormente, é possível implantar um sistema de controle adequado à operação da planta industrial, levando em conta o uso otimizado dos equipamentos existentes, as características de entrada da matéria-prima, as leveduras e o teor alcoólico desejado, baseado no que é chamado de diagrama de ocupação clássico.
 O diagrama de ocupação clássico funciona quando há um controle adequado dos parâmetros de entrada do sistema fermentativo, ou seja, a vazão de alimentação deve ser constante e o controle de brix deve ser bem implementado. Para uma vazão constante, é necessária uma estabilidade do caldo que vai para a fermentação, o que nem sempre acontece. Para isso, uma solução é a utilização de um tanque de caldo quente. Apresentando essa estabilidade, é possível implementar um controle individual da vazão dos fermentadores, baseado no modelo matemático da levedura.
O diagrama de ocupação clássico funciona quando há um controle adequado dos parâmetros de entrada do sistema fermentativo, ou seja, a vazão de alimentação deve ser constante e o controle de brix deve ser bem implementado. Para uma vazão constante, é necessária uma estabilidade do caldo que vai para a fermentação, o que nem sempre acontece. Para isso, uma solução é a utilização de um tanque de caldo quente. Apresentando essa estabilidade, é possível implementar um controle individual da vazão dos fermentadores, baseado no modelo matemático da levedura. Isso ocorre sem a utilização de medidores de vazão individuais (por fermentador), pois a instalação deles em cada um dos fermentadores elevaria muito o custo, tornando menos viável a aplicação da tecnologia. Para isso, é utilizado o conceito de soft sensors, em que o sensor de nível pode ser utilizado para estimar a vazão de entrada de mosto no processo.
Esse método é aplicado para controle de processo, não sendo indicado para medição de rendimento. A aplicação desse tipo de controle ao processo de enchimento promove uma melhor distribuição do açúcar no tempo, aumentando o rendimento, com otimização da produção de álcool e redução do excesso de multiplicação de levedura.
Levedura - a protagonista da fermentação: Iniciar a safra com leveduras selecionadas e utilizar as quantidades de fermento adequadas é o estado da arte na fermentação. Confira um case sobre os benefícios para a fermentação com essa aplicação. Realizamos um levantamento sobre a permanência das leveduras selecionadas utilizando dados de dez safras (2009 a 2018) em 132 usinas. As usinas foram divididas em três classes:
Classe A: leveduras selecionadas ficam pelo menos até cinco meses com dominância maior ou igual a 90%; Classe B: selecionadas ficam até cinco meses com dominância menor que 90% e maior que 20%; Classe C: selecionadas ficam com dominância menor ou igual a 20% até três ou quatro meses.
Resultados: As usinas que ficaram na classe A foram as que usaram, em média, 1.095 kg de leveduras selecionadas para iniciar a safra. As da classe B usaram, em média, 722 kg de leveduras selecionadas. Já as da classe C usaram, em média, 475 kg de leveduras selecionadas. Portanto a quantidade de levedura que se utiliza para iniciar a safra interfere na permanência dessas leveduras.
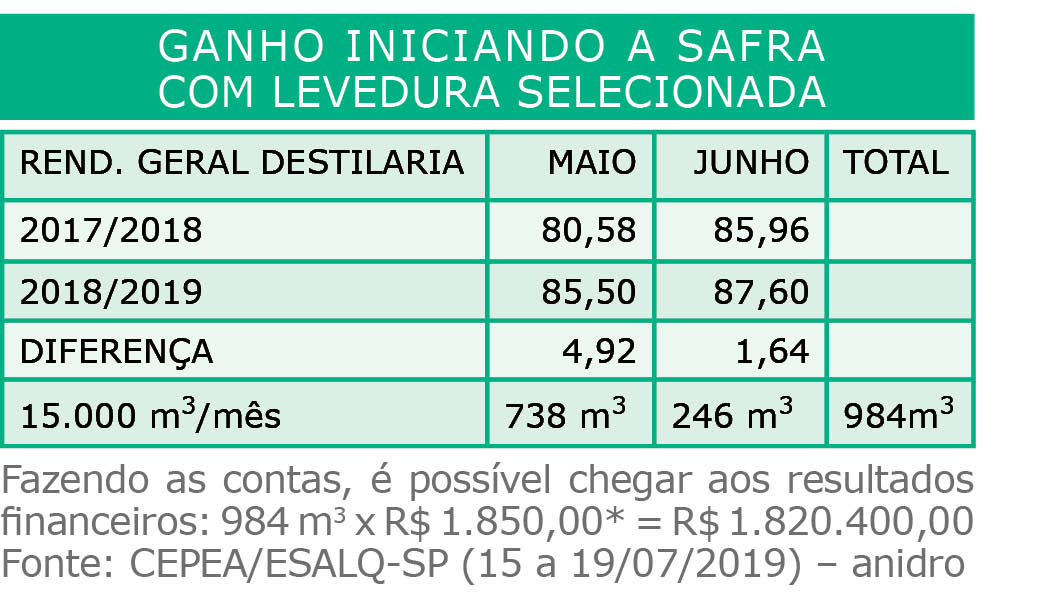
Case Mudança de hábito: Uma usina passou a usar levedura selecionada a partir da safra 2018/2019, adquirindo 2.040 kg. Em um mês de operação com essa levedura, a usina produziu quase 1.000 m3 de etanol a mais que na safra anterior, sem levedura selecionada. Ou seja, o investimento em levedura selecionada não chegou a 10% em relação ao incremento em produção de etanol.